While it is a goal of Slabe Machine to machine parts complete in one workholding or inside one work cell, it is often times more efficient or simply necessary for a manufacturing process to involve multiple steps. We outsource only processes such as heat treating and proprietary coatings and prefer to control all secondary manufacturing processes – so finishing processes such as honing, marking, robotic and manual polishing and burring, roll threading / tapping, cold working, tumbling, blasting (sand and glass), etc. are all done – in house. This will help us in avoiding dependency on outside vendors eliminating any supply chain issues.
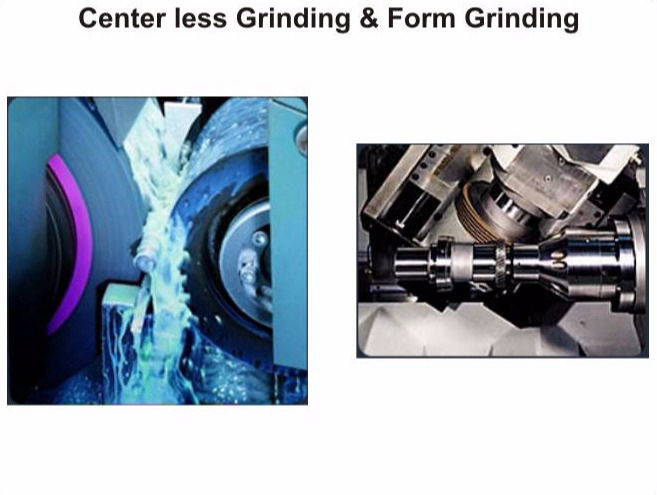
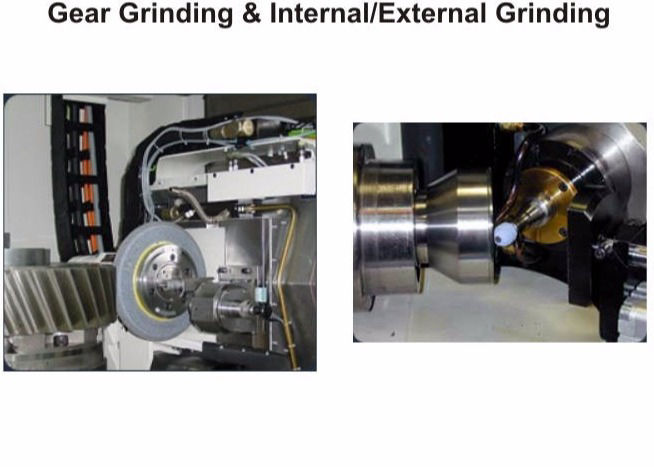
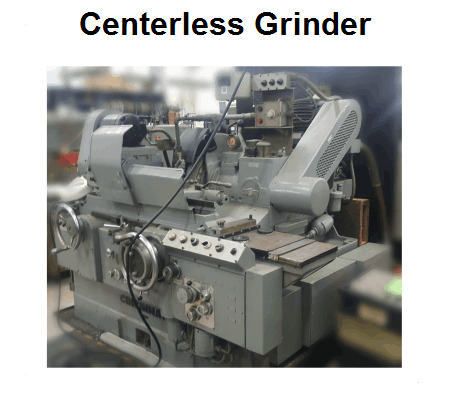
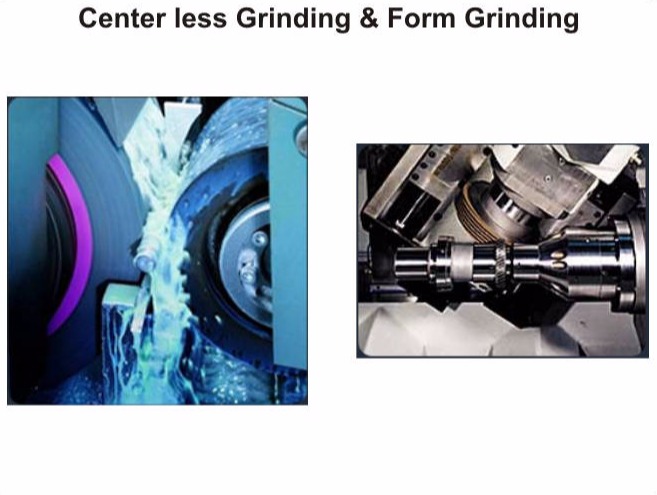
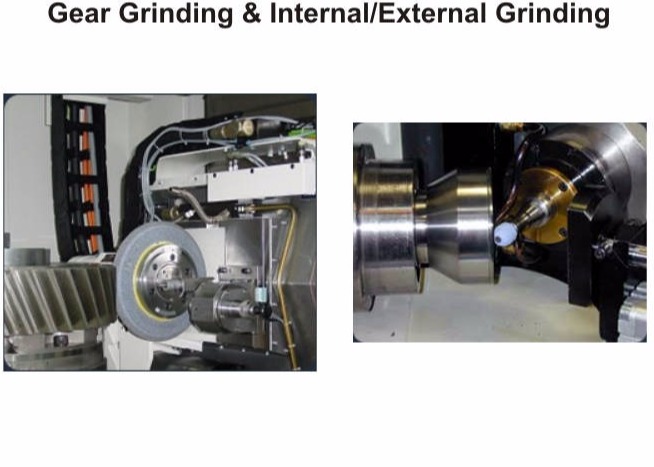
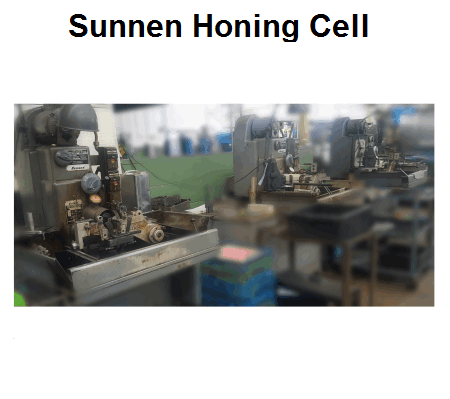
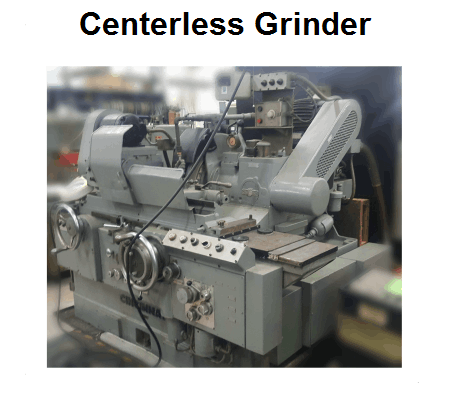
Honing / Grinding / lapping - CNC machines can hold close tolerances in the order tenth’s of an inch. In order for them to hold the highest dimensional accuracy consistently, a machinist has to constantly make tool changes / offsets so for some hard raw materials, depending on depth of cut, there will be rapid tool wear on the cutting edge and cutting tool needs to be changed/offset every few pieces. Without properly changing tools, there will be size or surface finish issues or burrs so machinists have to pay very close attention to the machining process and because of constant tool changes, there will be machine downtime and productivity will not be as efficient. In such cases, it is a better option to leave stock and open up tolerances, and add a secondary machining process - honing / grinding operation. This will increase the productivity and reduce CNC machine down time and although we are adding operation, setting up a CNC hone / grinder is easier and an operator can run multiple workpieces at the same time on a fixture. All in all, we can maintain low costs by not spending resources on tools and reducing machining downtime.
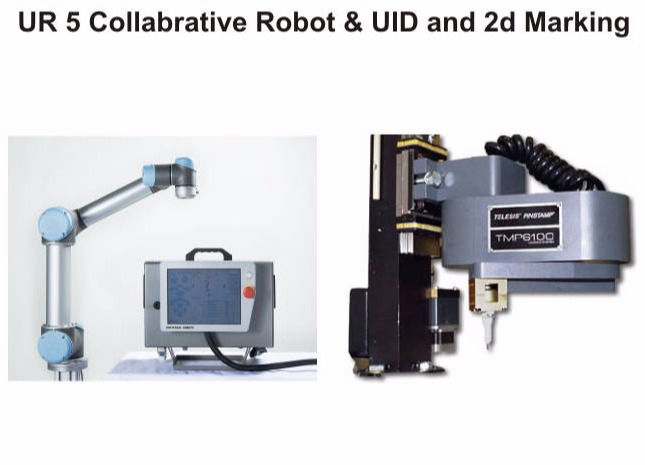
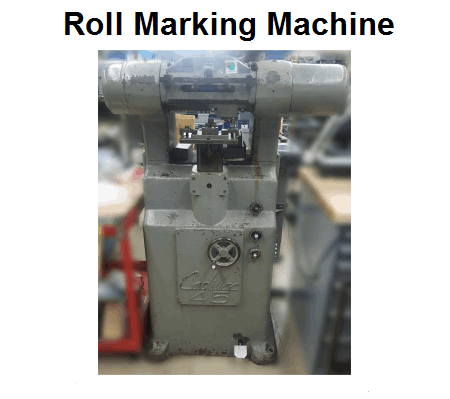
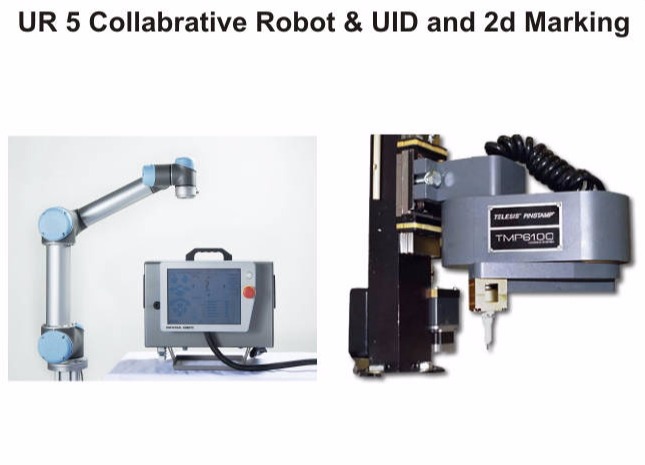
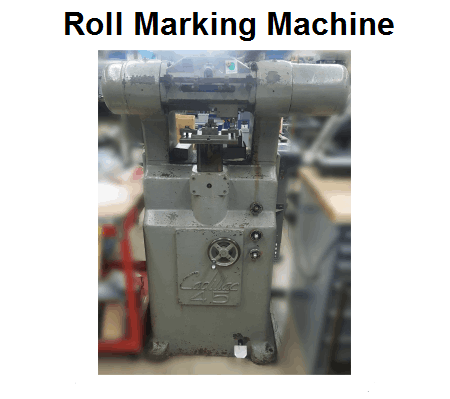
Marking - At Slabe machine, we use various machines to perform different markings which include roll marking, stamping, etching, dot-peen, 3D matrix. Workpieces are mounted on a clamping fixture which is either made from rapid prototyping or conventional machine. For simple marking applications, we use a UR5 / UR10 robot, to pick and place the part on the fixture and make the process automate and run unmanned.
Polishing and deburring - For Polishing / Deburring there will be a very minimal material removal. Operators have to be very careful and attentive while performing this operation and since this is a finishing process, the cost of the workpiece will be at its highest price point of all the operations so proper planning, training and process sheet documentation is done prior to setting up the machining operation. For deburring operations, we often use our UR5 / UR10 robots in combination with a force sensor, conveyor or any other automation equipment to make it unmanned.
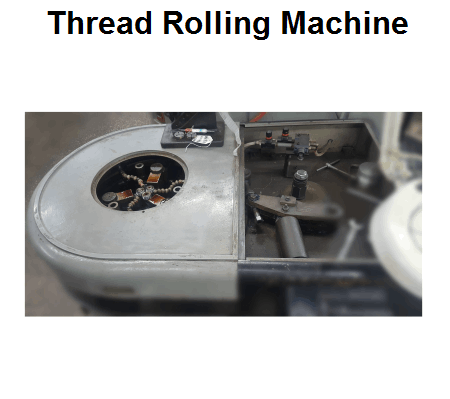
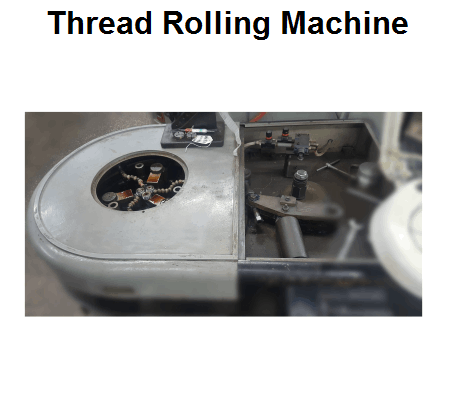
Thread rolling / tapping - Most of the times, we try to incorporate threading / tapping in the traditional machining operation on our CNC machines, so that all other features in relation to thread features can maintain GD&T tolerancing. When done on CNC machines, we use single point tools and can achieve desired results. For various reasons however, sometimes it’s very difficult to hold tolerances consistently and in addition, sometimes, customer call for thread rolling as a requirement. In that case and depending on the manufacturing process involved on CNC machine, we either perform thread rolling in a cell adjacent to CNC machine or add an operation and perform as secondary machining process. In some cases, depending on the production run, since tapping is faster than single point threading, we might add an operation to perform on a tapper.
Tumbling - Slabe machine has various tumbling equipment which include vibratory, barrel, high efficiency centrifugal manufacturing processes. After all machining operations, the cutting tools often times leave behind areas on parts where we see, sharp edges, burrs, etc. Depending on the size of part and size of holes in the part, we choose appropriate tumble media, size of media and perform tumble operations. Once proven every step of the tumbling finishing process is documented in a process sheet.
Blasting - Slabe Machine does in-house glass / sandblasting depending on the part requirement. We use this for surface cleaning prior to sending out parts before coating or for incoming parts coming in from heat treat that is necessary to remove scaling before they are processed into subsequent machining operations.
Our secondary department uses flap wheels, grinding discs, cutting discs, cutting wheels for various deburring, polishing, sanding, abrasive cut-off tab removal operations. We use automation for less complexity process that involving robotics , and can often times ran unmanned / ‘lights out’ depending on the complexity of the process.